Welcome to the Grape Breeding and Enology project website
Located at the University of Minnesota-Twin Cities, we conduct research in the Department of Horticultural Science and at the Horticultural Research Center. Our focus is on grapevine cultivar development which includes: wine grapes, table grape varieties, and ornamentals that survive and thrive in cold-climate conditions. We also work on understanding the mechanisms of disease and pest resistance so that we can incorporate these traits as a way to improve sustainability for Minnesota growers. In addition to breeding grapes, we develop and teach enology best practices for cold-hardy grapes.
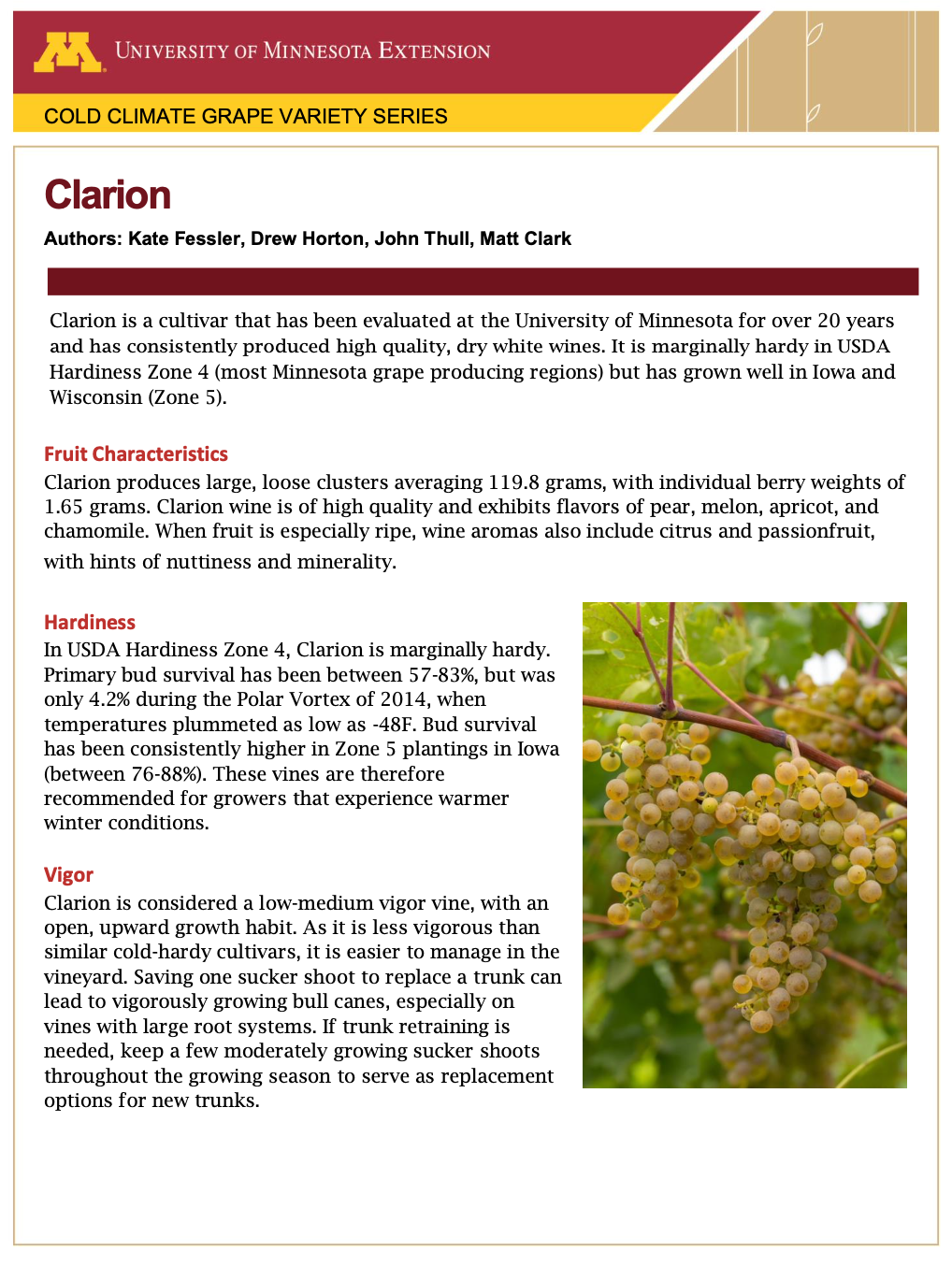
Ask for Clarion!
By Kate Fessler, Drew Horton, John Thull, and Matt Clark
We have developed a short guide for our most recent UMN release, 'Clarion'! This high quality white wine cultivar is hardy to USDA Zone 5. Click on the preview below to open the PDF, or at the following link: Link to Clarion fact sheet.